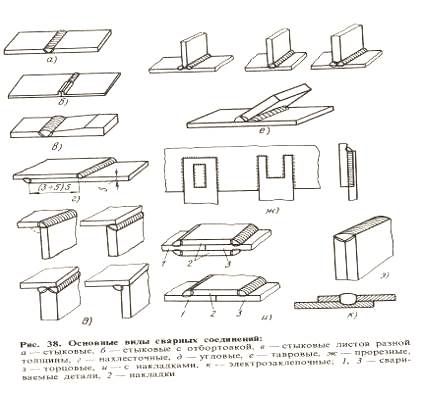
Основные виды сварных соединений

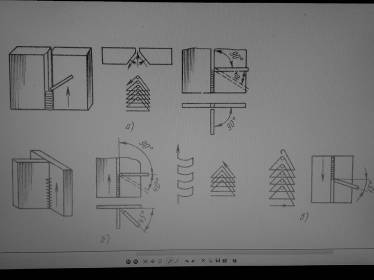
Положение и движения электрода при сварке в вертикальном положении
а - стыковые швы со скосом кромок, б - угловые швы, в - сварка в направлении сверху вниз.
Выбор оборудования с указанием основных параметров (подбор сварочных электродов, металла, вспомогательного оборудования)
Сварка металлического ящика проходила сварочным аппаратом
Minarc.
Питание от источника 230В однофазного тока, номинальная мощность 150А, можно работать с электрокабелями длиной до 50м.
При сварке использовались стальные электроды УОНИ - 13/45 О 3мм
Стальной покрытый электрод представляет собой определенных размеров стержень, на поверхности которого опрессовкой или окунанием нанесено специальное покрытие.
При выборе марки электрода для сварки конструкций в монтажных условиях следует учитывать трудность поддержания постоянной длины дуги, что может привести к образованию пор в швах. Электроды с основным покрытием очень чувствительны к изменению длины дуги. Поэтому при сварке следует применять электроды с рутиловым или с рутилоосновным покрытиями.
Ящик под раствор изготавливается из листовой сталитолщиной 3мм.
Применялась струбцина
для удержания уголков при сварке.
При выполнении электродуговой сварки необходим следующий инструмент: стальная щетка
для зачистки кромок перед сваркой и для удаления с поверхности швов остатка шлака; молоток - шлакоотделитель
для удаления шлаковой корки, особенно с угловых швов; зубило
; набор шаблонов для проверки размеров швов; метр, отвес, стальная линейка
; угольник; чертилка
, а также ящик для хранения и переноски инструмента, защитные приспособления.


а) б)
Инструменты для зачистки шва и свариваемых кромок:
а - молоток-шлакоотделитель, б – щетка
Инструменты:
а - угольник; б - рулетка
Организация сварочного поста
Сварочный пост
- рабочее место сварщика, оборудованное всем необходимым для выполнения сварочных работ. Сварочный пост укомплектован источником питания, электрическими проводами, электрододержателем, сборочносварочными приспособлениями и инструментом, щитком или маской.
Сварочные посты в зависимости от рода применяемого тока и типа дуги делят на следующие виды:
постоянного тока
с питанием от однопостового или много постового сварочного преобразователя;
переменного тока
с питанием от сварочного трансформатора.
Сварочные посты могут быть стационарными или передвижными.
Передвижные посты
применяют при сварке крупногабаритных изделий непосредственно на производственных площадях цехов или строительных площадках. Защита от лучей дуги в этих случаях производится щитами, а защитой источника питания дуги от дождя и снега служат навесы.
Сверхбыстротвердеющий высокопрочный портландцемент (СБТЦ)
Отличается от быстротвердеющего значительно более высокой ранней прочностью. Так, например, через 6 часов после затворения водой фиксируется прочность в 10 МПа, что в 2 раза больше получаемой прочности при твердении теста на основе (СБТЦ). При использовании СБТЦ можно 1 ― 4 часа можно получить прочнос ...
Конструкции и расчет узлов. Опорный узел
кН; кН;м2;
МПа < МПа,
где МПа - расчетное сопротивление смятию (сжатию) вдоль волокон.
Требуемая высота диафрагмы (из расчета на смятие рамы поперек волокон от действия распора):
мм, где МПа.
Конструктивно принимаем высоту диафрагмы см.
Рассчитываем опорную вертикальную диафрагму, воспринимающую р ...
Расчет и конструирование плиты монолитного ребристого
перекрытия при временной полной нагрузке υ=4.5 кН/м2
Соотношение пролетов плиты составляет 4.5/1.75=2.5>2, следовательно, плиту рассчитываем как балочную в направлении короткого пролета.
Тогда расчет балочной плиты, загруженной равномерно распределенной нагрузкой, производим как многопролетной неразрезной балки с условной шириной 100 см, опорами для котор ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре