Технологический процесс выполнения сварочных работ по
изготовлению ручной дуговой сваркой металлического ящика под растворСтраница 1

Для изготовления металлического ящика под раствор сначала нужно подготовить металл.
Подготовка металла
заключается в правке, очистке, разметке, резке и сборке.
Правкой устраняют деформацию прокатной стали. Листовой и сортовой металл правят в холодном состоянии на листоправильных и углоправильных вальцах и прессах. Сильно деформированный металл правят в горячем состоянии.
Далее наносится разметка
.
Перенос размеров детали в натуральную величину с чертежа на металл называют разметкой. При этом пользуются универсальным инструментом: рулеткой, линейкой, угольником и чертилкой. Проще и быстрее разметка выполняется шаблоном, изготовляемым из тонкого металлического листа. При разметке заготовок учитывается укорачивание их в процессе сварки конструкции. Поэтому предусматривается припуск из расчета 1 мм на каждый поперечный стык и 0,1 - 0,2 мм на погонный метр продольного шва.
При подготовке деталей к сварке применяют отрезную машинку(230V ~50Hz 850W 11000rpm O125MM)
Подготовка к сварке проходит с предварительной сборкой узлов
, из которых состоит ящик, с последующей сваркой изделия из собранных узлов; этот способ наиболее рационален.
Собранные узлы или детали соединяют прихватками.
Сварочные прихватки представляют собой короткие швы с поперечным сечением до 1/3 поперечного сечения полного шва. Длина прихватки от 20 до 100 мм в зависимости от толщины свариваемых листов и длины шва; расстояние между прихватками в зависимости от длины швов - 500 - 1000 мм. Прихватки выполняют теми же электродами, что и сварку изделия. Сборку на сварочных прихватках применяют для конструкций из листов небольшой величины (до 6 - 8 мм).
Зажигание дуги.
Существует два способа зажигания дуги покрытыми электродами - прямым отрывом и отрывом по кривой. Первый способ называют зажиганием впритык. Второй напоминает движение при зажигании спички и поэтому его называют чиканьем.
Сварщики успешно используют оба способа зажигания дуги, причем первый чаще применяется при сварке в узких и неудобных местах.
Длина дуги.
Немедленно после зажигания дуги начинается плавление основного и электродного металлов. На изделии образуется ванна расплавленного металла. Сварщик должен поддерживать горение дуги так, чтобы ее длина была постоянной. От правильно выбранной длины дуги весьма сильно зависят производительность сварки и качество сварного шва.
Сварщик должен подавать электрод в дугу со скоростью, равной скорости плавления электрода. Умение поддерживать дугу постоянной длины характеризует квалификацию сварщика.
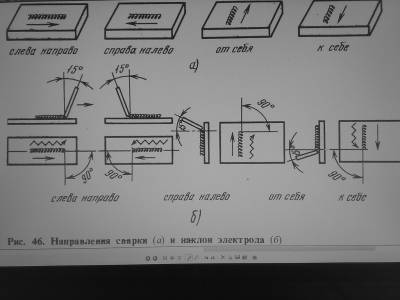
Положение электрода.
Независимо от направления сварки положение электрода должно быть определенным: он должен быть наклонен к оси шва так, чтобы металл свариваемого изделия проплавлялся на свариваемую глубину. Для получения плотного и ровного шва при сварке в нижнем положении на горизонтальной плоскости угол наклона электрода должен быть 150 от вертикали в сторону ведения шва.
При этом улучшается формирование шва, а также уменьшается скорость охлаждения металла сварочной ванны, что предотвращает образование горячих трещин в шве.
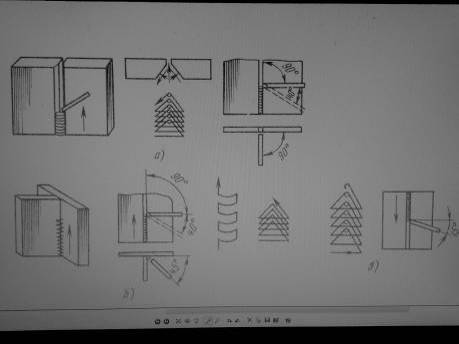
Положение и движения электрода при сварке в вертикальном положении
а -
стыковые швы со скосом кромок, б -
угловые швы, в
- сварка в направлении сверху вниз
При изготовлении металлического ящика применялась сварка вертикальных швов.
Вертикальные швы (стыковые и угловые) выполняют в направлении снизу вверх. Предварительно подготавливается металлическая площадка сечением. Площадка создается поперечными движениями электрода треугольником. Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольший провар корня шва достигают, когда электрод перпендикулярен вертикальной оси. Стекание расплавленного металла предотвращают наклоном электрода вниз (рисунок а, б
). Вертикальная сварка в направлении сверху вниз (рисунок в
) возможна электродами, дающими слой шлака. Металл в сварочной ванне затвердевает быстрее и стекания его практически не происходит.
Виды набивных свай и способы их
изготовления
В зависимости от материала, конструкции и способов изготовления различают следующие виды набивных свай:
по материалу
— бетонные, железобетонные, песко- и грунто-бетонные, песчаные, грунтовые, комбинированные с применением металлической, асбоцементной и синтетических оболочек, сборного железобетона, дерева ...
Месторождения
Так как древесную шерсть получают из дерева, его добывают в лесных промышленностях. По обеспеченности лесами Россия занимает первое место в мире, обладая примерно 1/5 мировых лесонасаждений и запасов древесины, а в отношении бореальных и умеренных лесов является практически монополистом, обладая 2/3 мировог ...
Мероприятия по защите конструкций от гниения, возгорания и увлажнения. Защита деревянных конструкций от гниения
Основными элементами здания, подвергающиеся химической защите от гниения, являются ограждающие конструкции кровли.
Гниение древесины может происходить лишь при создании определенных условий: температура – от 0 до 50 град. C, доступ кислорода, влажность воздуха – 80–100%, влажность самой древесины – не мене ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре