Основные мероприятия по уменьшению деформаций и напряжений при сварке

Для борьбы со сварочными деформациями применяются конструктивные и технологические способы.
К конструктивным способам относятся:
1. Уменьшение количества сварных швов и их сечения, что снижает количества вводимого при сварке тепла.2. Симметричное расположение швов для уравновешивания деформаций.
3. Симметричное расположение ребер жесткости.
4. Минимальное использование накладок и косынок.
5. Применение стыковых соединений.
К технологическим способам относятся:
1. Рациональная технология сборки и сварки, которая включает правильный выбор вида и режима сварки, а также правильную последовательность наложения швов.2. Жесткие закрепления деталей. Закрепление рекомендуется при сварке плоских листов для предотвращения угловых деформаций. Полностью устранить деформации закреплением невозможно, так как при освобождении от зажима сварное изделие продолжает деформироваться.3. Обратный выгиб деталей. Свариваемые изделия предварительно изгибают перед сваркой на определенную величину в обратную сторону, по сравнению с изгибом, вызываемым сваркой. Величина изгиба устанавливается опытным или расчетным путем.4. Правильный тепловой режим. Для уменьшения деформации изделий, можно применять предварительный подогрев зоны сварки шириной 40 - 50 мм с каждой стороны шва. При этом снижается перепад температур между участками сварного соединения, подвергающимися сильному нагреву при наложении шва, и, следовательно, уменьшаются напряжение и конечные деформации.
5. Многослойные и обратноступенчатые швы. Последовательное введение меньших количеств тепла применением многослойных швов вместо одновременного при однослойном шве способствует выравниванию нагрева сварного соединения и уменьшает сварочные напряжения и деформации.
Обратноступенчатый способ заключается в том, что всю длину шва разбивают на отдельные ступени и сварка каждой ступени производится в направлении, обратном общему направлению сварки. Этот способ обеспечивает более равномерный нагрев металла шва по всей его длине и минимальные сварочные деформации и напряжения.6. Принудительное охлаждение в процессе сварки. Уменьшая зону нагрева при сварке созданием быстрого и интенсивного отвода тепла, можно значительно уменьшить остаточные деформации. Отвод тепла осуществляют, погружая изделие вводу и оставляя на воздухе только участок сварки. Этот способ пригоден для незакаливающихся низкоуглеродистых сталей.
Схемы заполнения швов по длине:
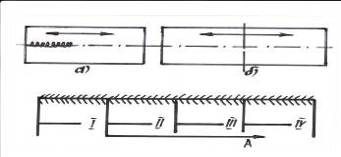
а - напроход, б - от середины к краям, в - обратноступенчатая; I, II, III, IV - ступени, А - общее направление шва
Деформация вне плоскости сварных соединений:
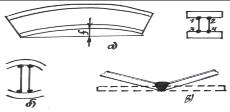
а - серповиднось балки, б - грибовидность полок балки, в - угловая деформация стыкового соединения, f - прогиб балки; 1,2,3,4 - порядок наложения швов
Деформации в плоскости сварных соединений:
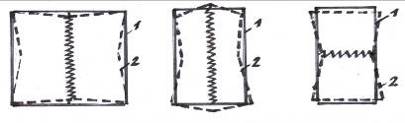
1 - форма соединения до сварки, 2 - после сварки
Расчёт шага напряжённых работ
Расчет шага работ оформим в виде таблицы 4.15.
Из ранее разработанной ОТМ, выбираем напряженные работы и заносим в таблицу. Исключаем работы связанные последовательными и ресурсными связями т.к. для них расчет шага не выполняется.
Относительную величину предаваемого фронта определяем по формуле:
(4.17) ...
Предварительная проверка сваи по прочности
материала
Выполним предварительную проверку сваи по прочности материала по графикам и указаниям учебного пособия.
Определяем коэффициент деформации a e:
Начальный модуль упругости бетона класса В20, подвергнутого тепловой обработке при атмосферном давлении, по табл.18 СНиП 2.03.01-84, Еb = 24×103 МПа
Момент ...
Размещение свай в кусте
Размещаем сваи в кусте по типовой схеме. Окончательно размеры подошвы ростверка назначаем, (рис.9) придерживаясь унифицированных размеров в плане, кратных 0,3 м, и по высоте, кратных 0,15м. (рис.8). ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре