Выбор технологической схемы

В моем курсовом проекте завод по производству теплоцементного фибролита мощностью 30000 м2 в год. Выработка в смену на одного работающего составляет 47 м, а на одного производственного рабочего 68,5 м2. Всего в смену выпускается 1200—1400 м2 фибролита. Линию обслуживают 27 человек, в том числе 19 производственных рабочих, включая занятых ни складских операциях.
Полуметровые чураки и поленья подвозятся на вагонетках емкостью по 0,5 м2 к установленным в ряд пяти древесношерстным станкам 1—2. Готовая шерсть падает вниз на скребковый транспортер 3; скребковый транспортер, проходя по ванне для минерализации, в конце ее поднимается вверх под углом 100—110°, наклонная часть транспортера заключена в четырехугольный лоток. Древесная шерсть, попадая в ванну, насыщается раствором минерализатора и вносится транспортером вверх. Во время движения шерсти с нее стекает излишек раствора минерализатора, попадающий по стенкам шахты обратно в ванну. С транспортера 3 минерализованная шерсть падает на короткий ленточный транспортер 4, который направляет ее в смесительный барабан 5. Одновременно элеватор подает в этот же барабан цемент из бункера 6. Поступление цемента регулируется автоматически в зависимости от толщины слоя древесной шерсти посредством вращающегося валика-щупа. Из смесительного барабана шихта падает на (поперечный ленточный транспортер 7, который подает ее на реверсивный ленточный транспортер 8. Этот транспортер, совершая возвратно-поступательное движение, подает шихту в наклонные желоба 9, откуда она падает в пресс-формы 10. Каждая порция шихты равна объему, требуемому для изготовления одной плиты заданного размера.
Пресс-формы поднимают подъемником 11 и укладывают в контейнер 12, из которого они выдвигаются при помощи цепных транспортеров 13 и подаются под желоба 9.
После набора полного пакета в 18-25 штук (в зависимости от их толщины) по торцам устанавливают деревянные щиты, служащие стяжками для плит, которые крепятся при помощи скобы и клина. Затем под пакет подводят вилки аккумуляторного автопогрузчика и увозят его в помещение для твердения. Распалубка плит после твердения производится вручную. Освобожденные пресс-формы поднимаются подъемником 11 в контейнер 12, а готовые плиты укладываются в стопы на деревянные подкладки и увозятся на склад для естественной сушки. После 7—8 дней сушки кромки очищают, а плиты в случае надобности раскраивают на необходимые размерь, двухпильными форматными пилами. Если требуется фигурная обработка кромок плит (фальц, гребень и др.), то она производится на фрезерных станках. Готовые плиты хранятся под навесами. В штабель укладываются прокладки из деревянных реек толщиной 15 мм. Через две плиты — при толщине 25 мм и через одну плиту — при толщине 30 мм и выше.
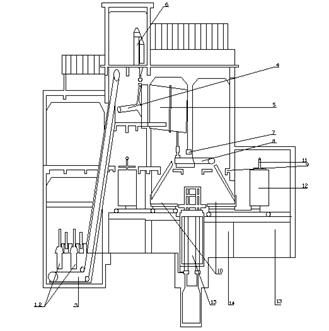
Схема 1. Технологическая схема по производству цементного фибролита (1—2 - древошерстным станкам, 3 – скребковый транспортер, 4 – короткий ленточный транспортер, 5 – смесительный барабан, 6 – бункер с цементом, 7 – поперечный ленточный транспортер, 8 – реверсивный ленточный транспортер, 9 – желоб, 10 – пресс-формы, 15 – пресс, 12 – контейнер, 13 – цепных транспортеров, 14 – транспортер, 11 – подъемником).
Вывод: в данном курсовом проекте завод по производству теплоцементного фибролита будет работать по сухому способу.
Производство
бетонных и монтажных работ в особых условиях. Выбор методов производства
работ в особых условиях.
В соответствии с заданием в курсовом проекте предусмотрено выполнение отдельных бетонных работ в зимних условиях. В данном случае требуется провести работы по бетонированию фундаментов методом термоса при:
Расстояние от ЖБИ(и РБУ) до строительной площадки 14км
температуре наружного воздуха – 14°С;
скорос ...
Расчет геометрических элементов транспортной развязки
Тип транспортной развязки – "полный клеверный лист".
Исходные данные:
- угол пересечения ;
- коэффициент полного сцепления ;
- коэффициент продольного сцепления ;
- разность отметок бровок земляного полотна дорог в месте их пересечения м;
- поперечный уклон проезжей части пересекающихся дор ...
Требуемое число свай
Определяем требуемое число свай в фундаменте в первом приближении при Ncol I =1572,22 кН
Принимаем n равным 5 ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре