Смеситель-водоизмеритель

Смеситель типа лотка Паршаля состоит из подводящего устройства, горловины и отводящего раструба. В результате сужения сечения и резкого изменения уклона дна в отводящем раструбе образуется гидравлический прыжок, в котором происходит интенсивное перемешивание потока.
Принимаем лоток пропускной способностью 80000 - 160000 м3/сут.;
А = 1,73 м;
В = 0,9 м;
С = 1,3 м;
D = 1,68 м;
Е = 1,7 м;
НА = 0,61 м;
Н/ = 0,59 м;
Н = 0,63 м;
L = 6,6 м;
l/ = 7,4 м;
l = 11 м;
l // = 13,97 м;
b = 1.
Смеситель рассчитан на пропуск максимального расхода сточных вод в течении 10-15 мин. Конфигурация смесителей в плане и глубина слоя жидкости в них зависит от местных условий и характеристики воздуходувного оборудования.
В качестве смесителей могут быть использованы распределительные лотки и каналы очистных сооружений. Расход воздуха на перемешивание в зависимости от наличия и характера взвешенных веществ в сточных водах (1,5-3,0). (4,0-6,0) м3/ м3 воды.
Для перемешивания можно применять механические или пневматические аэраторы. Для смешения могут быть использованы также перепады на лотках и каналах, в распределитель-ных камерах.
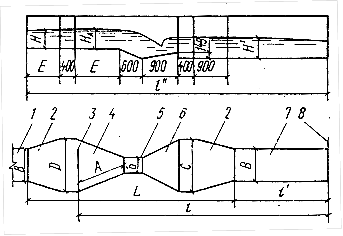
Рис.8. Смеситель типа ”лоток Паршаля”: 1 - подводящий лоток; 2 - переход; 3 - трубопровод холодной воды; 4 - подводящий раструб; 5 - горловина; 6 - отводящий раструб; 7 - отводящий лоток; 8 - створ полного смешения.
Проектирование
свайного фундамента. Определение глубины заложения и
предварительное назначение размеров ростверка
В водотоке при глубине менее 3м.следует проектировать свайные фундаменты с низким ростверком. Подошва низкого ростверка располагается на глубине (dp, м):в русле реки - ниже линии местного размыва не менее 1,5м;
Минимальная толщина ростверка hp = 1,2 - 1,5 м. должна выбираться с учетом заделки верха свай (З ...
Определение степени агрессивного воздействия
подземных вод и разработка рекомендаций по антикоррозионной защите подземных
конструкций
Для железобетонных фундаментов на естественном основании серии 1.412-2/77, принятых на основе технико-экономического сравнения вариантов, и технологического приямка установим наличие и степень агрессивного воздействия подземных вод по данным химического анализа, для соответственных грунтовых условий.
Для ф ...
Современный этап
функционального зонирования
Многие теоретики, изучающие вопросы описания территории города, видят выход из этого методологического тупика в резком расширении инструментария самого исследования, в переходе от чисто качественных описаний, характерных для ранней стадии развития многих наук, к количественным замерам значений тех важнейших ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре