Описание технологической схемы
производстваСтраница 3

Отформованный сырец снимается со стола пресса и укладывается на автоклавную вагонетку автоматом-укладчиком. Брак сырца и просыпь возвращается системой конвейеров на распределитель смеси над прессами.
Автоклавная обработка заключается в гидротермальной обработке сырца острым насыщенным паром – это процесс, в течение которого образуются химические соединения – гидросиликаты кальция, связывающие зерна песка в монолит.
Процесс автоклавной обработки управляется автоматически. Автоклавы, используемые на предприятиях, работают в основном при давлении пара, не превышающем 1,2-1,6 МПа. Вагонетки с сырцом загружаются в автоклавы толкателями, перемещающимися по путям параллельно линии расположения автоклава или размещенных на передаточных тележках, подвозящих запарочные вагонетки с сырцом к автоклавам.
После автоклавной обработки вагонетки с кирпичом откатываются на площадку склада готовой продукции. Готовый кирпич и камни подвергаются внешнему осмотру и контролю качества.
Отгрузка кирпича в железнодорожные вагоны и автомашины осуществляется мостовыми кранами, съем кирпича с вагонеток – грейферным краном.
Транспортировка кирпича осуществляется в основном в соответствующих пакетах или контейнерах.
Образующийся бой кирпича накапливается на складе в бункере, откуда его возвращают в производство. Бой кирпича можно применять как компонент вяжущего в количестве до 10% от его состава. Дробление боя производится в дробилке в линии подготовки извести.
Вагонетки после разгрузки подвергаются осмотру, очистке и после смазки подаются к прессам.
Технологическая схема производства силикатного кирпича представлена на рисунке 1.
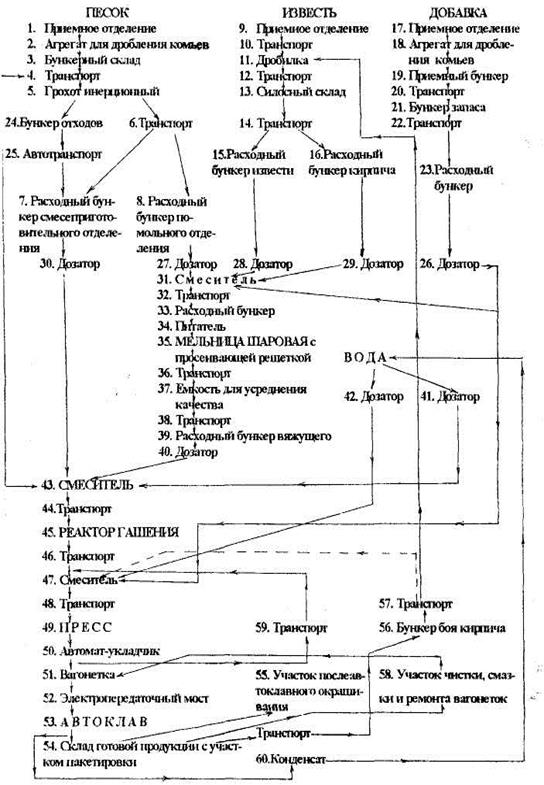
Рисунок 1. Типовая технологическая схема производства силикатного кирпича
Расчет геометрических элементов транспортной развязки
Тип транспортной развязки – "полный клеверный лист".
Исходные данные:
- угол пересечения ;
- коэффициент полного сцепления ;
- коэффициент продольного сцепления ;
- разность отметок бровок земляного полотна дорог в месте их пересечения м;
- поперечный уклон проезжей части пересекающихся дор ...
Составление и оценка организационно-технологической
модели
Задаем I метод организации работ – последовательный метод строительства.
Организационно-технологическая схема возведения проектируемых объектов включает:
1. подготовка территории строительства;
2. подземная часть I цикл;
3. подземная часть II цикл;
4. коробка здания;
5. устройство крыши и кровли;
6. ...
Ручная дуговая сварка
Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата.
Для этой сварки чаще всего используется специально покрытый флюсом электрод. Сварка проводится на постоянн ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре