Способ прессования

Принципиальная схема производства изделий из арболита методом горизонтального прессования приведена на рис 3.1.1. Формовочная технологическая линия представляет собой тележечный конвейер с приводом и тележкой, на которой находится форма. Тележка с помощью привода устанавливается под бункером для раствора и арболита. На этом посту в форму укладывают последовательно нижний слой фактурного раствора, арболитовую смесь и верхний слой раствора. Затем тележка с формой, в которой изделие зафиксировано съемной крышкой, перемещается на пост уплотнения, оснащенный вибропрессом, откуда по завершении уплотнения перемещается на пост выдержки. Изделие в форме снимается, и на тележку устанавливается другая форма. После этого цикл повторяется. [7]
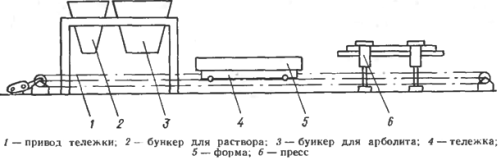
Рис. 3.1.1 – Метод прессования
Исходные данные. Климатологические данные района строительства
Данный дипломный проект выполнен на основание задания на дипломное проектирование. Проектом предусматривается проектирование отопления ,вентиляции и ГВС ОАО ”Верхнеуральский рудник”.
ОАО «Верхнеуральская рудник» расположен в г. Верхнеуральске Челябинской области. Верхнеура́льск — город в России, админ ...
Сети дорог
Согласно требованиям СНиП п. 2.9., имеем:
· Выезды на территорию микрорайонов следует предусматривать на расстоянии не более 300 м., друг от друга.
· Микрорайон с застройкой домами 5- этажей и выше, обслуживается двух полосными проездами.
В соответствии с таблицей 7 СНиП дороги внутри микрорайона относят ...
Определение номенклатуры и объемов строительно-монтажных работ
Определяем число монтажных элементов на захватку, результаты вносятся в табл.
Таблица 6.1.
Спецификация сборных железобетонных элементов на 2 блок-секции.
Наименование элементов, марка
Размеры элементов,
м
Площадь эл-в, м2
Число
элементов
Массы эл-тов,
т
длина
ширина
толщина ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре