Способ вибропрессования и способ роликового вибропроката

Существуют линии ЛВ-24, ЛВ-125М, ЛВ-129 работающие по способу вибропрессования. Изготовление арболитовых изделий осуществляется в стальных формах с фиксирующими крышками. Форма с уложенными фактурными слоями и арболитом, арматурой и закладными деталями накрывается фиксирующейся крышкой и подается на тележке в вибропрессовальную установку. Под действием вибрации и сжатия гидродомкратов крышка утапливается в форму, уплотняя смесь, и защелкивается. Изделие в форме с зафиксированной крышкой выдерживается в отапливаемом цехе до достижения распалубочной прочности. Недостатки: сложность эксплуатации оборудования, неравномерность укладки фактурного слоя, высокая металлоемкость, ненадежность гидравлических домкратов.
Линия ЛВ-64, работающая по способу роликового вибропроката, разработана с учетом достоинств и недостатков линий ЛВ-24, ЛВ-125М и ЛВ -129. Технология ее работы следующая. Форма с уложенной арматурой и закладными деталями устанавливается на конвейере и перемещается под укладчик нижнего цементно-песчаного раствора. На следующем посту, когда форма располагается под арболитоукладчиком, производится вибрация, в результате которой раствор растекается по днищу формы ровным слоем. После этого форма заполняется арболитовой смесью. Смесь укладывается и первоначально уплотняется вибрацией вровень с бортами формы. Затем форма перемещается по конвейеру на следующий пост, где установлен вибротрамбующий агрегат. Он уплотняет смесь в процессе движения формы на за: данную величину ниже уровня ее бортов. Далее форма перемещается под укладчик верхнего слоя цементно-песчаного раствора. На следующем посту верхний слой раствора с помощью заглаживающего устройства выравнивается до уровня верха бортов формы. На участке между постом заглаживания раствора прессом форма закрывается крышкой, с помощью пресса крышка вдавливается и фиксируется специальными замками. Сформированный пакет с зафиксированной крышкой снимается с конвейера и переносится на пост вызревания и твердения. Уплотнение арболитовой смеси при этом способе осуществляется в три стадии. На первой стадии уплотнение происходит при усадке нижнего слоя раствора и арболитовой массы при помощи вибрации, на второй с помощью вибропрокатного агрегата методом роликового вибропроката (основное уплотнение), на третьей – с помощью пресса (8 форму с изделием впрессовьшается крышка, которая, дополнительно уплотняя арболвтовую массу и верхний слой изделий, фиксирует изделие от распрессовки и обеспечивает получение требуемых геометрических размеров по толщине изделий. Прочность на сжатие изделий, изготавливаемых на такой линии невысока, смесь необходимо доуплотнять в прокатной секции. Также недостаток в ограниченности ширины формуемого изделия длиной самого валка, что затрудняет переход на новую номенклатуру. [7]
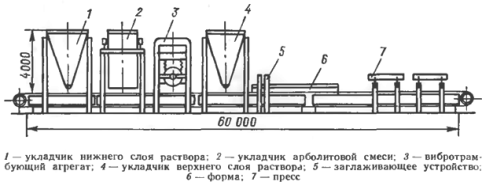
Рис. 3.3.1 Технологическая линия роликового вибропроката
Определение несущей способности висячей забивной сваи работающей на
выдёргивание
где : gС – коэффициент условия работы, gС = 0,8 (п.4.5. [2]).
Fdn = 0,8×1,88×1×(30,0×2 + 38,0 2)= 463,232 кН
[N] = 298,859кН > N1 = 97,536 кН
Несущая способность висячей забивной сваи работающей на выдёргивание обеспечивает устойчивость опоры. ...
Характеристика района реконструкции автомобильной дороги
Район строительства: Санкт-Петербург
География
Область расположена в центре европейской части России. Большая часть лежит в междуречье Волги и Клязьмы. Площадь — 21 437 км² (одна из самых маленьких областей России, больше только Калининградской). Граничит с Владимирской, Нижегородской, Костромской и ...
Расход газа на коммунально-бытовые нужды. Расход газа
фабриками-прачечными
При расчете потребления газа этими предприятиями учитывают расход газа на одну стирку белья. Норма расхода теплоты на стирку белья отнесена к 1 т сухого белья, поэтому для расчета газа на стирку белья следует определить количество белья, стираемого в прачечных в течение года. Тогда годовой расход газа на пр ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре