Способ вибрирования с пригрузом

Формовочная линия состоит из виброуплотняющей установки, укомплектованной пригрузом и стандартной вибрационной площадкой СМЖ-200А, одной металлической формой с делительными вкладышами и комплектом щитовых поддонов, тросовым конвейером для перемещения формы, раздатчиками арболитовой смеси и раствора фактурного слоя.
Приготовленная арболитовая смесь из смесителя выдается в бетонораздатчик, а затем в движущуюся форму, В которую предварительно закладывается поддон. По мере продвижения формы смесь в ней разравнивается ровнителем скребкового типа. Заполненная форма для уплотнения тросовым конвейером перемещается в формовочную установку, где центрируется с помощью конусных направляющих на виброблоках вибрационной площадки под пригрузом.
После опускания пригруза в форму на уплотняемую смесь включается вибрационная площадка, действующая в течение 3,5 4 мин. Затем пригруз поднимается с помощью пневмоцилиндров и форма перемещается на пост распалубки. Сформованныу мелкоштучные изделия на поддоне переносятся кран-балкой на пост твердения.
При виброуплотнении с пригрузом частицы древесного заполнителя, перемещаясь относительно друг друга, занимают в структуре арболита положение, обеспечивающее наибольшую площадь контактных зон, при этом уменьшается величина распрессовки. При обычном же способе прессования арболитовой смеси для получения изделий идентичной плотности частицы древесного заполнителя в отдельных контактах сжимаются, вызывая упругие деформации, что ведет к распрессовке сформованного изделия и в конечном результате – к снижению прочности.
Арболитовые мелкоштучные блоки, полученные способом вибрирования с пригрузом, имеют хороший товарный вид, высокую однородность структуры и хорошие физико-механические свойства.
Достоинством способа виброуплотнения с пригрузом является возможность немедленной распалубки полученных арболитовых изделий. Это обеспечивает существенное снижение металлоемкости (на 120… 150 т) по сравнению с действующими линиями аналогичной мощности за счет сокращения парка форм и массы формовочной установки. Масса такой формовочной линии 9 т. [7]
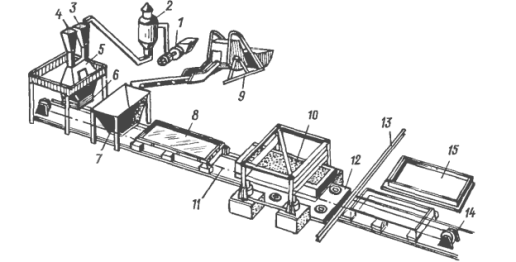

Рис. 3.4.1 – Метод вибрирования с пригрузом
Примем данный метод формования, так как он является наиболее выгодным решением с точки зрения денежных затрат на строительство цеха, а также из-за высокой однородности структуры и хороших физико-механических свойств получаемых с помощью этого способа формования изделий.
Оценка инженерно-геологических и гидрогеологических условий площадки
строительства
Схема планово-высотной привязки здания
Инженерно-геологический разрез I-I с посадкой здания и фундаментов на естественном основании
Показатели свойств и состояния грунта
№
слоя
ρd,
т/м3
n,
%
e
Sr
Ip,
%
IL
,
кН/м3
γs,
кН/м3
γsb,
кН/м3
Rусл,
кПа ...
Проектирование календарного плана строительного комплекса (КПСК)
КПСК разработан на комплекс из 6 четырнадцати этажных зданий. Для определения строительства комплекса и потребности в финансовых средствах и трудовых средствах.
Исходными данными КПСК в курсовом проекте являлись:
· Генеральный план;
· Титульные ассигнования;
· Данные сетевого графика;
· Нормы и нормати ...
Свойства пеностекла
Обладая выигрышным сочетанием уникальных технических характеристик и широкой сферой применения, пеностекло удовлетворяет всем основным требованиям мирового строительного рынка.
· Экологическая безопасность.
Пеностекло является экологически чистыми и пожаробезопасным (негорючим) материалом (не выделяет ток ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре