Бетонные работыСтраница 1

В состав выполняемых звеном бетонщиков рабочих операций входят:
очистка опалубки, заделка щелей шириной более 10 мм паклей, глиняным тестом или деревянными рейками, увлажнение водой деревянной и смазка поверхности металлической опалубки;
удаление ржавчины и грязи с арматуры;
приём, подача, укладка и уплотнение бетонной смеси;
обработка рабочих швов;
очистка инвентаря и приспособлений от налипшего бетона;
укрытие бетона влагоёмкими материалами и его поливка в начальный период.
Рациональное распределение указанных операций обеспечивается при звене из трёх бетонщиков. Бетонщик 2-го разряда на приёмной площадке следит за выгрузкой смеси в бадьи, очищает транспортное средство от налипшего бетона, производит строповку бадьи и с помощью каната-оттяжки регулирует её подачу. Другой бетонщик 2-го разряда принимает бадью с бетоном, открывает затвор, включает прикреплённый к бадье вибратор, регулирует подачу бетона в опалубку, сигнализирует крановщику о перемещении бадьи в пространстве. Бетонщик 4-го разряда разравнивает и уплотняет бетонную смесь вибратором, устанавливает выгородки из досок для устройства рабочих швов, производит обработку поверхности последних.
При численном составе звена из двух человек разделение труда следующее. Бетонщик 2-го разряда осуществляет строповку бадьи и её подачу к месту бетонирования, а бетонщик 4-го разряда выгружает, разравнивает и уплотняет бетонную смесь.
При порционной подаче бетонной смеси образуются конусы, которые разравниваются вибратором до получения слоя требуемой толщины в пределах захватки. Распределение жёстких смесей осуществляется вручную с помощью лопат. Уплотнение глубинными вибраторами производится их погружением в слой бетона в вертикальном или слегка наклонном положении без соприкосновения с арматурой. При этом наконечник вибратора должен заглубляться в ранее уложенный и еще не схватившийся слой на глубину 5-10 см.
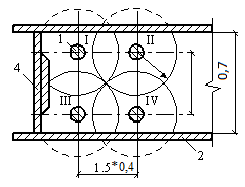
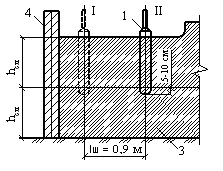
Рис. 1.5 - Схема уплотнения слоя бетона: а – схема перестановки вибратора; б – положение вибратора в слое бетона; 1 – глубинный вибратор; 2 – опалубка; 3 – ранее уплотнённый слой; 4 – выгородка на границе захватки
При bф< 2 R наконечник вибратора переставляется по продольной оси фундамента с шагом, м,
lш= 2
lш= 2![]() = 0,55 м
= 0,55 м
Основными признаками завершения уплотнения бетона на данной позиции является прекращение оседания смеси и появление цементного молока на её поверхности.
При односменном режиме укладки бетонной смеси в конструкцию возникают технологические перерывы, требующие устройства рабочих швов по границам захватки. Согласно требований СНиП [4] поверхность рабочего шва должна быть перпендикулярна к продольной оси бетонируемой конструкции. Для образования вертикального ограничения на всю ширину конструкции закладываются деревянные доски с прорезями для арматуры. Перед началом бетонирования очередной захватки разделительные доски убираются, а поверхность рабочего шва очищается от цементной плёнки и промывается водой или продувается сжатым воздухом для прочного сцепления укладываемого бетона со старым.
Из 1 прил. 5 видно, что за сутки (время укладки бетона на одной ярусо-захватке с технологическим перерывом) нижние слои бетона в тёплое время года набирают от 9 до 35 % марочной прочности в зависимости от температуры наружного воздуха. Поэтому при прочности уложенного бетона не более 2-3 МПа обработка поверхности стыка производится механической металлической щеткой, а после набора бетоном прочности выше 7-10 МПа – пневматической шарошкой.
Постоянные нагрузки
Таблица 3.3 – Перекрытие цокольного этажа
№
Нагрузка
qн,Т/м2
1
бетон мозаичный, d=30 мм
0,08
2
цементно песчанная стяжка, d= 50 мм
0,09
3
утеплитель пенополистирол, d=120 мм
0,00
4
плита перекрытия, d= 220 мм
0,30
Итого:
0,47
Таблица 3.4 – ...
Контроль качества и приемка конструкций
1. На объекте ежесменно должен вестись журнал бетонных работ.
2. При приемке забетонированных конструкций, согласно требованиям действующих государственных стандартов, определять:
- качество бетона в отношении прочности, а в необходимых случаях морозостойкости, водонепроницаемости и других показателей, ук ...
Характеристики прочности бетона и арматуры
Плита армируется стержневой арматурой класса А V1 с электротермическим натяжением на упоры форм. К трещиностойкости плиты предъявляются требования 3 категории. Изделие подвергается тепловой обработке при атмосферном давлении.
Бетон тяжелый
класса В20. Призменная прочность Rbn =Rb.ser =20 МПа, расчетная Rb= ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре