Технологическая часть. Выбор
и обоснование технологической схемы производства. Технологическая схема
производства стеклокомпозитной плиткиСтраница 1

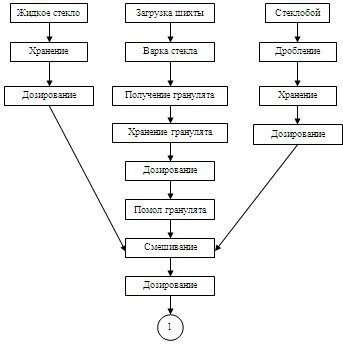
Рис 1.
Для производства стеклокомпозитной плитки используются следующие компоненты: стеклогранулят, жидкое стекло, бой цветного стекла.
Получение стеклогранулята.
Доставленные на завод сырьевые материалы отвешивают по заданному рецепту и направляют в смеситель для приготовления шихты. Из составного цеха приготовленная шихта завозится трактором в контейнерах и подаётся на загрузочную площадку электротельфером. Загрузка шихты в печь осуществляется дискретным плунжерным загрузчиком. Загрузчики связаны с уровнемером и включаются автоматически, в зависимости от уровня стекломассы. Варка стекла осуществляется в ванной печи с подковообразным направлением пламени. Данная печь более экономична и стекломасса получается более качественной, расход огнеупоров уменьшается. Ванная печь непрерывного действия, это позволяет установить стабильный температурный и газовый режим. Шихта загружается в загрузочные карманы, постепенно проходит зоны бассейна с различными температурными условиями и переходит в однородную гомогенную стекломассу. В каждой зоне необходимо поддерживать постоянный температурный режим. Контроль за режимами ванной печи осуществляется дистанционно. К контролируемым параметрам относятся: уровень стекломассы, давление, разряжение печи, температура варки. Газовый режим печи имеет большое значение для нормального хода варки стекла. Атмосферу в печи необходимо постоянно контролировать, анализируя дымовые газы горелок. Наиболее часто в варочной части печи поддерживают слабоположительное давление. Измеряют давление на уровне заклинка. Варка стекла должна производиться при температуре 1530 0С [ ].
Сваренная стекломасса подается в гранулятор. Горячая стекломасса в виде струи лотком вместе с водой поступает в барабан, где происходит ее термодробление и перемещение винтовой поверхностью к разгрузочному отверстию конуса - бутары барабана. Излишки воды вытекают из загрузочного окна и отверстия конуса – бутары в баки. Приемное устройство, сам барабан, винтовая поверхность, конус – бутара и баки выполнены из нержавеющей стали. Вращение барабана осуществляется посредством шестерни, находящейся в зацеплении с зубчатым колесом от электромотора через редуктор [ ]. Технические характеристики гранулятора приведены в таблице 8.
Таблица 8
Технические характеристики гранулятора
|
Техническая характеристика |
Значения |
|
Диаметр барабана, мм |
820 |
|
Число оборотов, об/мин |
4,85 |
|
Производительность, м 3/ч, т/ч |
14; 20 |
|
Привод гранулятора Электродвигатель, тип Мощность, кВт; об/мин Редуктор, тип Передаточное отношение |
А-02-42-8 3; 710 РМ350-1-1Ц 48,57 |
|
Габаритные размеры, мм длинна ширина высота |
4228 1660 1600 |
Гранулят подается элеватором в бункер хранения гранулята. Из бункера хранения стеклогранулят посредством лотка-самотека поступает в шаровую мельницу. Шаровая мельница периодического действия, имеет барабан, вал которого вращается на двух подшипниках. Привод мельницы осуществляется от электродвигателя через редуктор, фрикционную муфту и зубчатую передачу. Барабан шаровой мельницы заполнен примерно на 1/3 высоты мелющими телами и измельченным материалом. При вращении шары увлекаются стенками и поднимаются на определенную высоту. Затем шары вместе с материалом падают и ударами измельчают материал. Мельница загружается мелющими телами и материалом через люк, а по окончании помола разгружается через этот же люк [ ]. Характеристики мельницы в таблице 9.
Таблица 9
Техническая характеристика трубной многокамерной мельницы СМ – 14
|
Техническая характеристика |
Значения |
|
Диаметр барабана, мм |
1500 |
|
Длина барабана, мм |
5445 |
|
Число оборотов, об/сек. |
0,45 |
|
Производительность, т/ч |
7 – 8 |
|
Мощность электродвигателя, кВт Масса мелющих тел, т Масса мельницы без мелющих тел, т |
130 12,25 39,4 |
Давление на подушку под подошвой фундамента.
Определяем среднее PII mt, максимальное PII max и минимальное PII min давления на распределительную песчаную подушку фундамента:
PII max=Ntot II /(l×b)+Mtot II /(l2 ×b)= 1832,08 /(2,7×2,4)+ 690 ×6/(2,72×2,4)=
=519,4 кПа.,
PII min=Ntot II /(l×b) – Mtot II /(l2 ×b) ...
Нагрузки
Нагрузки определяем на 1 м2 длины подпорной стены. Стена рассчитывается как балка с двумя неподвижными шарнирными опорами, одна из которых находится в уровне опирания ригеля перекрытия над подвалом. Другая – в уровне пола пандуса. Балка нагружена двумя вертикальными сосредоточенными силами N1 и N2, приложен ...
Построение графика работ
График работ - основной документ в составе технологической карты, определяющий последовательность и продолжительность выполнения строительных процессов, сроки поставок материально - технических ресурсов, разделение и организацию труда в бригаде рабочих. По форме графики могут быть линейными, сетевыми и в ви ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре