Технологическая часть. Выбор
и обоснование технологической схемы производства. Технологическая схема
производства стеклокомпозитной плиткиСтраница 2

Дозирование молотого стекла осуществляется в объемных весах-дозаторах. После дозирования молотое стекло поступает на смешивание.
Жидкое стекло покупается у заводов-производителей, поступает на завод в вагонах-цистернах. Из вагонов-цистерн жидкое стекло разгружается в промежуточные емкости-контейнеры, которые с помощью автомобильного транспорта и кран балки транспортируются к емкости для хранения жидкого стекла, где происходит разгрузка промежуточных емкостей.
Из емкости для хранения жидкое стекло поступает на дозирование в весы - дозатор и отвешенная порция жидкого стекла поступает на смешивание.
Подготовка цветного стеклобоя.
Данное производство предусматривает использование цветного стеклобоя собираемого у населения и закупаемого у стекольных заводов. Цветной стеклобой может быть зеленым, коричневым или других цветов, он добавляется при смешивании компонентов стеклокомпозитной плитки для придания декоративного эффекта. Технологическая схема обработки представлена на рис 2.
Технологическая схема обработки цветного стеклобоя.
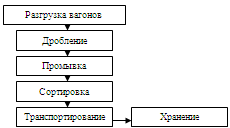
Рис 2.
Цветной стеклобой поступает в вагонах и разгружается грейферным краном в контейнеры. Контейнеры со стеклобоем подаются кран балкой на дробление в щековую дробилку, после дробления стеклобой ленточным конвейером в промывочный барабан, корпус которого исполнен из коррозионно-устойчивого материала. После промывки стеклобой ленточным транспортером и элеватором подается в бункер хранения стеклобоя. На ленточном транспортере происходит ручная отсортировка больших инородных включений. Стадии обработки стеклобоя происходят последовательно во времени на одной технологической линии для разных сортов стеклобоя [ ].
Компоненты отвешиваются на весах автоматах и смешиваются в лопастном смесителе. Соотношение жидкого стекла и молотого гранулята 20 : 100. Соотношение цветного стеклобоя и стеклогранулята варьируется в зависимости от нужды в том или ином декоративном эффекте.
Чаша смесителя вращается вокруг вертикальной оси на четырех роликах, установленных на станине. В нижней части чаши с наружной стороны закреплен зубчатый венец, через который чаша приводится во вращение. Привод валов осуществляется от электродвигателя через ременную передачу. Компоненты загружаются в бункеры, а из бункеров они согласно рецепту поступают в чашу смесителя.
Для попадания компонентов в чашу включают электродвигатель, чаша и два вертикальных вала, несущий каждый по три лопасти вращаются в противоположных направлениях. Технические характеристики смесителя представлены в таблице 10.
Таблица 10
Технические характеристики лопастного смесителя
|
Техническая характеристика |
Значения |
|
Тип смесителя |
СБ – 138 Б |
|
Объем загрузки сухими составляющими, л |
1500 |
|
Объем готового замеса, л |
1200 |
|
Число циклов работы в час |
58 |
|
Продолжительность перемешивания, с |
65 |
|
Крупность заполнителя, мм не более |
70 |
|
Частота вращения ротора, об/мин |
22,7 |
|
Установленная мощность электродвигателя, кВт |
37 |
|
Масса, кг |
3500 |
|
Габаритные размеры, мм длинна ширина высота |
2850 2700 1860 |
После смешивания стекольное тесто дискретным плунжерным загрузчиком загружается в пластиковые формы установленные на вибростоле. Перед загрузкой теста внутреннюю поверхность формы покрывают каолиновой пастой, предотвращающей прилипание пластичной массы к стенкам формы в процессе спекания[ ].
Спекание и отжиг пеностекла осуществляется в СВЧ – модуле, который состоит из следующих систем:
Организационно-экономический
раздел
Целью задания на дипломный проект была разработка системы управления тепловым режимом на платформе станции «Речной вокзал» Новосибирского метрополитена. Процессы воздухообмена в вентиляционной сети метрополитена являются определяющими при рассмотрении вопросов повышения экономичности и безопасности проветри ...
Автоматизация.
Общая
характеристика объекта управления и классификация переменных величин
Объектом управления является процесс варки стекла, характеризуемый следующими входными и выходными параметрами:
Входные:
y1 – производительность ванной печи, т/сут;
y2 – расход газа, м3/с;
y3 – данные в газовой магистрали, Па;
y4 – расход воздуха, м3/с;
y5 – расход отходящих газов, м3/с.
Выходные:
х ...
Оборудование мест отдыха
Для настольных игр - шахматы, шашки, домино и др. - устанавливаются специальные столы с водоотталкивающей поверхностью и нанесенной на ней шахматной доской, а также столы, выполненные в комплекте со скамьями. В зонах тихого отдыха используют специальную садово-парковую мебель - стулья, кресла, качалки и др. ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре