Вторичное использование бетонаСтраница 3

На рис. 6 представлена одна из отечественных установок на комбинате КЖБК-2 (бывшего московского главка "Главмоспромстройматериалов").
Рис. 6. Установка первичного дробления УПН 12-3,5-1,5 на заводе ЖБИ-7 Главмоспромстройматериалов.
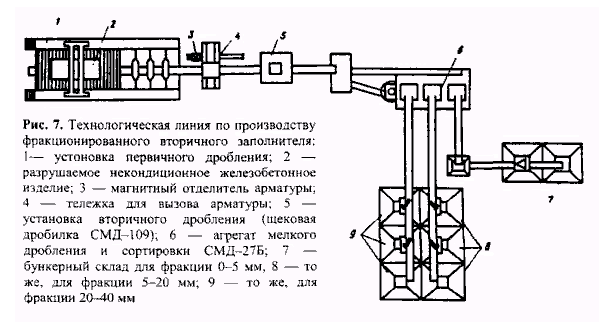
Технологическая линия по производству фракционированного вторичного заполнителя может быть мобильной и быть гибко вписана в любом межцелевом промежутке завода железобетонных изделий (рис.7).
Исследования последних лет, выполненные в НИИЖБе, МХТИ им. Д. И. Менделеева и МолдНИИстройпроекте, показали, что производство щебня из бетонолома - не самый эффективный способ использования вторичного бетона. Возможна плановая регенерация растворной части или в целом керамзитобетонов, суть которой - в тепловом ограниченном воздействии и создании CAO SiO2 на основе раздробленных фракций бетонолома диаметром 50-70 мм.
В качестве объектов исследования были выбраны следующие материалы:
бетонолом из керамзитобетона классов В5; В10; В30;
бетонолом из карамзитобетона класса В22,5.
Оптимизация режимов обжига бетонолома класса В5 и удельной поверхности вяжущего на его основе осуществлялась при температурах 500, 650, 800°С с интервалами по времени от 30 до 90 минут. Результаты оптимизации температуры обжига бетонолома и удельной поверхности вяжущего на его основе приведены в табл.4. В таблице 4 представлены основные результаты для температур обжига 500, 650 и 800°С.
Таблица 4
Пределы прочности растворов при сжатии и изгибе на вяжущих, полученных из бетонолома класса В5 при различных режимах обжига и удельной поверхности вяжущего
|
Температура обжига в градусах Цельсия |
Время обжига, мин. |
Удельная поверхность, S, см2/г |
Кол-во Воды мл |
Расплыв конуса, мм |
Прочность растворa R, МПа | |
|
изгибе |
сжатии | |||||
|
500 |
60 |
3922 |
235 |
110 |
1,34 |
3,79 |
|
500 |
60 |
6066 |
232 |
110 |
2,04 |
5,94 |
|
500 |
60 |
8009 |
226 |
109 |
2,39 |
7,42 |
|
650 |
90 |
4100 |
235 |
107 |
1,84 |
6,4 |
|
650 |
90 |
6000 |
232 |
109 |
2,09 |
8,34 |
|
650 |
90 |
8035 |
218 |
109 |
2,41 |
10,03 |
|
650 |
60 |
4080 |
230 |
108 |
2,09 |
5,72 |
|
650 |
60 |
6010 |
236 |
107 |
2,32 |
8,2 |
|
650 |
60 |
8144 |
226 |
108 |
2,46 |
11,3 |
|
650 |
30 |
4000 |
233 |
109 |
1,96 |
7.31 |
|
650 |
30 |
6100 |
233 |
109 |
2,05 |
7,43 |
|
650 |
30 |
8020 |
229 |
109 |
2,3 |
9,22 |
|
800 |
60 |
4080 |
225 |
108 |
2,25 |
6,54 |
|
800 |
60 |
8000 |
220 |
109 |
3,73 |
9,4 |
|
800 |
60 |
6080 |
223 |
109 |
2,65 |
8,28 |
Определение длины заделки W обрываемой арматуры
Rws=285МПа S=450 Lb1<x=Lb2,
в остальных случаях S=200мм
Asw=226мм2 qsw=RswAsw/S
Lb1=Lb/4=6,0/4=1.5м W=(1000Q/2qsw)+5ds (1)
Lb2=3Lb/4=3*6,0/4=4,5м W=20ds (2)
точка
нагружение
х
Q
ds, мм
S, мм
qsw, Ньь
W
обозначение
значение
обозначение
Значение
обозна ...
Сводные технико-экономические показатели
Общая продолжительность работ составляет: 30 дней. В 2 смены.
Общий объем земляных работ, включающий объемы по срезке растительного слоя, вертикальной планировке и устройство котлована и въездных траншей: 264429 м3;
Продолжительность выполнения работ по котловану: 9 дней, трудозатраты: 49,8 чел.-дней;
Об ...
Выбор приспособлений и вспомогательного оборудования
Строповка конструкций должна производиться так, чтобы при подъёме они находились в положении, близком к проектному (колонны - в вертикальном; плиты – в горизонтальном и т.д.).
Число ветвей стропа принимают в зависимости от вида и массы поднимаемого элемента. При этом учитывают, что углы между ветвью и верт ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре