Формирование и расчет неритмичных потоков с
непрерывным использованием ресурсовСтраница 5

![]()
Таким образом, при данной очередности освоения частных фронтов общая длительность производства работ будет больше исходного варианта на 4 дня. Оптимизация по подматрице ![]()
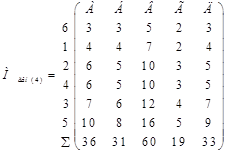
Табл. 27
|
Частные фронты |
Продолжительность | |||
|
|
|
|
| |
|
6 |
3 |
3 |
5 |
2 |
|
1 |
4 |
2 |
10 |
1 |
|
2 |
6 |
0 |
18 |
0 |
|
4 |
7 |
-5 |
25 |
-2 |
|
3 |
9 |
-9 |
34 |
-3 |
|
5 |
13 |
-13 |
46 |
-5 |
|
|
13 |
3 |
46 |
2 |
![]()
Таким образом, при данной очередности освоения частных фронтов общая длительность производства работ будет больше исходного варианта.
Таким образом оптимальным вариантом является генеральная матрица №1, вариант очередности освоения частных фронтов.
Составляем сетевой календарный график потока с непрерывным использованием ресурсов для генеральной матрицы №1.
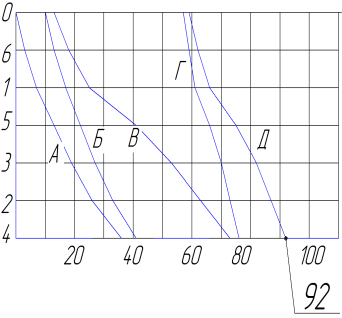
Рисунок 5 – Сетевой календарный график потока с непрерывным использованием ресурсов для генеральной матрицы №1
Кровельные работы
Рулонные материалы наклеиваемые на горячих мастиках должны быть почищены от посыпки, перемотаны и выдержаны в раскатанном виде около 24часов. Очистку выполняют с помощью растворителя. Одна из первых операций при устройстве рулонных кровель - очистка и огрунтовка основания, выполняется при помощи средств мал ...
Техническое обслуживание, неисправности тормозов
Для поддержания строительных подъемников в работоспособном состоянии, увеличения срока их службы и обеспечения надежности в эксплуатации проводят их техническое обслуживание и ремонт в соответствии с системой планово-предупредительных ремонтов (ППР).
Техническое обслуживание — это комплекс технических меро ...
Расчет состава сырьевой смеси
Требуется подобрать Арболит класса В2,5 плотностью не более 700 кг/мі для блоков наружных стен. Расчет сырьевых материалов выполнен в соответствии с СН 549–82. Ориентировочный расход цемента М400 на 1 мі арболита при заполнителе – дроблёнке из отходов деревообработки хвойных пород составляет 360 кг/мі. Расх ...
Категории сайта
- Главная
- Расчеты в строительных работах
- Современная технология терраццо
- Железобетонные конструкции и изделия
- Плавательный бассейн
- Ремонт оштукатуренных поверхностей
- Информация по архитектуре